





Today’s shop floor is a highly-complex, continually-shifting environment. A recent study by Aberdeen Group polled today’s best-in-class manufacturers and found that the top reported pressures of modern manufacturing include:
• Differentiation while still improving quality (39%)
• The flexibly to respond to business demands (36%)
• Compliance with current and future industry regulations (27%)
While an Enterprise Resource Planning (ERP) system can solve challenges in areas such as capacity planning, inventory management, and business financials, today’s manufacturing environment requires much more than an ERP system alone — more flexibility, more data, and more connectivity. A best-in-class MES solution, engineered to handle the processes that ERP cannot, equips manufacturers with a solution that adapts to their complex changing production environment. The right MES system allows them to put their data (machine data, operator data, and traceability data) to work to solve their most pressing operational challenges.
What’s more, leading manufacturers aren’t utilizing enterprise-wide software systems independently, but rather are embracing interoperability and integration. Based on the findings from Aberdeen Group, today’s manufacturers are using MES, ERP, and other systems together in their factories, integrating multiple platforms to break down information silos, achieve maximum data access, and accelerate success.
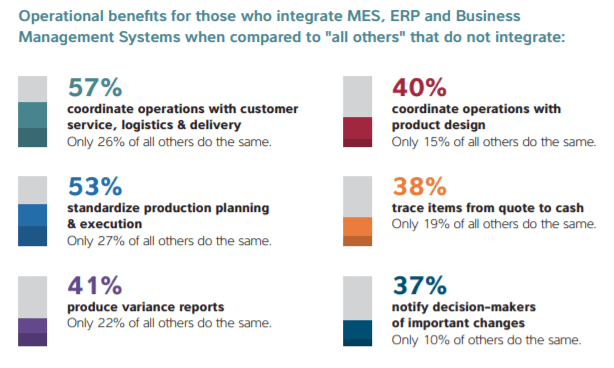
The top operational benefits for those who integrate MES, ERP, and Business Management Systems (when compared to "all others" who do not integrate) include:
• 57% coordinate operations with customer service, logistics & delivery (only 26% of all others do the same)
• 53% standardize production planning & execution (only 27% of all others do the same)
• 41% produce variance reports (only 22% of all others do the same)
As the smart manufacturing landscape continues to evolve with integrated MES, more and more discrete manufacturers are embracing an “integrated systems” model, resulting in greater data access, increased operational control, and the ability to make decisions that improve profitability. Harnessing the power of MES and ERP together unleashes valuable data to create the Smart Factory of the future.
According to Aberdeen Group, today’s best-in-class manufacturers are benefitting in the following key areas:
• 75% report the ability to track product costs
• 69% report full visibility into quality data
• 69% report traceability of components and items
• 63% report the ability to do demand planning
• 56% report real-time status visibility
Demonstrated by the priorities of leading manufacturers, a connected, fully-automated factory must begin with the integration of enterprise-wide manufacturing systems. View the full Infographic from Aberdeen Group to find out more benefits of integrating MES, ERP and other enterprise systems.
Sign up for our blog
Stay up-to-date on the latest in manufacturing trends, insights and best practices.